Из чего состоит сварочный электрод
Содержание:
- Классификация сварочных электродов
- Необходимые материалы
- Сферы применения
- Как научиться варить
- Как он работает?
- Как читать маркировку
- Электроды для алюминия
- Расшифровка маркировки на электродах – что скрывают таинственные буквенные и цифровые коды
- Оборудование
- Основные виды электродов
- Виды покрытия электродов: основное, рутиловое, кислое, целлюлозное
- Классификация стальных покрытых электродов для ручной дуговой сварки
Классификация сварочных электродов
Большое разнообразие электродов, а также принципов их классификации затрудняет разработку единой общепринятой системы классификации электродов. Марки электродов стандартами не регламентируются. Подразделение электродов на марки производится по техническим условиям и паспортам. Каждому типу электродов может соответствовать одна или несколько марок. Возможно то, что электрод не относится к маркам. Все сварочные электроды можно разделить на две группы, которые в свою очередь подразделяются на подгруппы:
| Неметаллические сварочные электроды | Металлические сварочные электроды | |
| Неплавящиеся | Неплавящиеся | Плавящиеся |
| Покрытые | Непокрытые | |
|
Использовались на ранних стадиях развития сварочных технологий. Сейчас применяются в виде непрерывной проволоки для сварки в среде защитных газов. |
Классификация покрытых металлических сварочных электродов по ГОСТ 9466-75
В соответствии с ГОСТ 9466-75 электроды покрытые металлические для ручной дуговой сварки сталей и наплавки классифицируются по назначению, механическим свойствам и химическому составу наплавленного металла (типам), видам и толщине покрытий, а также некоторым сварочно-технологическим характеристикам.
Виды электродов по назначению
- для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм² (600 МПа). Обозначаются буквой У (ГОСТ 9467-75);
- для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм² (600 МПа). Обозначаются буквой Л (ГОСТ 9467-75);
- для сварки легированных теплоустойчивых сталей. Обозначаются буквой T (ГОСТ 9467-75);
- для сварки высоколегированных сталей с особыми свойствами. Обозначаются буквой В (ГОСТ 10052-75);
- для наплавки поверхностных слоев с особыми свойствами. Обозначаются буквой H (ГОСТ 10051-75).
Вышеуказанными стандартами предусмотрено разделение электродов на типы, в соответствии с механическими свойствами и химическим составом наплавленного металла. Цифры, обозначающие каждый тип электрода — Э42, Э42А, Э50 и т. д., характеризуют гарантированное минимальное временное сопротивление разрыву в кгс/мм², а буква А — повышенные пластические свойства, вязкость и ограничения по химическому составу.
Виды электродов по толщине покрытия
По толщине покрытия электроды разделяются в зависимости от отношения D/d (D — диаметр покрытого электрода; d — диаметр стержня):
- с тонким покрытием (D/d < 1,2). Обозначаются буквой М;
- со средним покрытием (D/d < 1,45). Обозначаются буквой С;
- с толстым покрытием (D/d < 1,8). Обозначаются буквой Д;
- с особо толстым покрытием (D/d > 1,8). Обозначаются буквой Г.
ГОСТ 9466 — 75 предусматривает также три группы электродов — 1, 2, 3, характеризующиеся требованиями к качеству (точности) изготовления электродов, состоянием поверхности покрытия, а также содержанием серы и фосфора в наплавленном металле.
Виды электродов по типу покрытия
- с кислым покрытием (А);
- с основным покрытием (Б);
- с целлюлозным покрытием (Ц);
- с рутиловым покрытием (Р);
- с покрытием смешанного вида (с двойным буквенным обозначением);
- с прочими видами покрытий (П).
Таблица соответствия маркировок электродов по типу покрытия:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
Виды электродов по допустимым пространственным положениям сварки или наплавки
- для сварки во всех положениях с условным обозначением 1;
- для сварки во всех положениях, кроме вертикального сверху вниз — 2;
- для положений нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
Виды электродов по роду и полярности сварочного тока
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
|---|---|---|---|
| Номинальное напряжение | Предельное отклонение | ||
| Обратная | — | — | |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 |
Цифрой 0 обозначают электроды, предназначенные для сварки или наплавки только на постоянном токе обратной полярности (сварочный электрод соединяется с плюсом).
Необходимые материалы
Чтобы начать изготавливать самодельные электроды для сварки, надо позаботиться о том, чтобы в наличии были все необходимые для этого материалы. К ним относятся:
- Проволока, изготовленная из стали с низким содержанием углерода. Ее диаметр не должен быть слишком большим.
- Жидкое стекло, играющее роль связующего звена.
- Порошок из мела или известняк.
- Также понадобятся малярная кисточка или валик.
Поподробнее следует рассказать о жидком стекле. Оно представляет собой силикатный клей, который является универсальным вспомогательным средством во многих областях промышленности и в быту. Основу жидкого стекла составляет раствор в водно-щелочном растворителе силиката натрия или калия.
Используется свойство силикатного клея хорошо прилипать к поверхности и образовывать там пленку, обеспечивающую надежную защиту от влаги. Жидкое стекло является безопасным для человека. Диаметр выбранной проволоки для того, чтобы правильно изготовить сварочные электроды своими руками должен находиться в пределах 2-3 миллиметров. Проволока продается в виде мотков в строительных магазинах.
В дальнейшем, изготавливая самодельные электроды, моток проволоки придется нарезать на куски длиной порядка 25 сантиметров. Перед нарезкой проволоку необходимо выровнять. Обмазка для электродов состоит из двух составляющих — мела и жидкого стекла. Если мел имеется в виде кусков, то предстоит растолочь его до состояния порошка. Его частицы должны быть мелкими и однородными. Это можно делать вручную или с помощью блендера.
Сферы применения
Подбор электродов для выполнения той или иной работы производится по таким критериям:
- для неопытных сварщиков следует выбирать рутиловые проводники, для опытных работников тип обмазки не имеет особого значения;
- вид электрода – плавящийся либо неплавящийся;
- тип конструкции, оборудования либо элементов, подлежащих сварке (для электродвигателей нужен один вид, для наплавки ковшей экскаваторов – другой);
- марке стали;
- толщине элементов;
- род тока и его полярность;
- характеристики приобретаемых электродов.
Неопытным пользователям
Новичкам в сварочном деле предпочтительнее применять электроды с рутиловым слоем. Такие изделия отличаются легкостью использования по сравнению с иными типами. К наиболее востребованным маркам причислены:
- АНО-4;
- МР-3 (также называют «синие электроды» из-за соответствующего цвета);
- ОК 46.00;
- UTP 65D.
Использование в быту
Сварочные работы, проводимые в быту, характеризуются небольшим уровнем сложности. Они требуют нормального или низкого качества шва, так как основная цель – соединение требуемых элементов, не испытывающих серьезных нагрузок и не подвергающихся значительному износу.
К наиболее часто выполняемым в бытовых условиях относятся сборочные работы для создания небольших металлоконструкций (теплиц, столбиков для забора), восстановительная сварка автомобиля в гаражах либо на стройках.
Для бытовой ручной дуговой сварки марки электродов:
- АНО. Подходят для инверторов любых типов, применяющихся в качестве источников сварного тока.
- УОНИ. Позволяют создать высокопрочный шов, могут использоваться для изделий любой сложности, но отличаются «строптивым» характером. Для выполнения сварки электродами такой марки требуется определенный опыт.
- МР-3. Изделия универсального применения. Могут применяться для соединения даже влажных, коррозированных, не подвергнутых предварительной абразивной обработке поверхностей.
Нержавеющая сталь
Для соединения нержавеющей стали предпочтительно использовать неплавящиеся вольфрамовые электроды. При использовании проводников для черных металлов соединение не сможет характеризоваться требуемой прочностью и эстетикой шва.
Чаще всего используются такие марки:
- НЖ-13;
- ОЗЛ-8;
- ЦЛ-11;
- ЦТ-15.
Чугун
Чугун отнесен к самым востребованным материалам, нашедшим свое применение в различных отраслях строительства и промышленности.
Для соединения чугунных изделий используются:
- МНЧ-2.
- ОЗЖН-1.
- ОЗЧ-2.
- ЦЧ-4.
- ОК 92.18.
Из перечисленных в списке электродов для сваривания чугуна подходят все, но следует учесть, что проводник обязательно должен в наибольшей мере совпадать с маркой материала (серый, высокопрочный и т.д.).
Трубы
При выборе электродов для соединения труб в качестве основного параметра принимается толщина элементов. Чем более толстые стенки у трубы, тем большим следует выбирать толщину проводника.
Трубы соединяется одним из четырех способов, от которых также в немалой степени зависит требуемая марка электрода:
- внахлест;
- в угол;
- встык;
- втавр.
Помимо этого, не стоит забывать о том, что существующая классификация труб включает множество пунктов, потому нет четкого ответа на вопрос «какой электрод лучше» для их соединения.
Сварку ответственных трубопроводов необходимо делать электродами для соединений повышенной сложности. К магистралям бытового назначения (водопроводов, систем отопления) особых требований к прочности швов не предъявляется.
К наиболее востребованным типам расходников относятся:
- ЗИО-20.
- ТМЛ-1У.
- УОНИ-13/55.
- ЦУ-5.
Наиболее популярны у профессиональных электросварщиков проводники LB-52U. Электроды такой марки применяются для устройства газопроводов, резервуаров, эксплуатируемых под повышенным давлением.
Для инверторов
Инверторная сварка – один из распространенных способов соединения. Аппараты позволяют получить сварочный ток прямой либо обратной полярности. В последнем случае тепло концентрируется на торце проводника, при этом свариваемое изделие выступает в роли положительного анода, а в качестве катода – отрицательный электрод. Эффективность сварки зависит от равномерности распределения потенциалов. Для работы годятся почти все виды покрытых стержней, новичкам следует воспользоваться рутиловыми электродами.
Как научиться варить
Практика и еще раз практика – это наиболее действенный способ обучения сварочным работам. Несложный с теоретической точки зрения процесс требует навыков и профессиональной ловкости. На первых порах можно просто наблюдать, как работы выполняют специалисты, чтобы потом использовать их приемы самостоятельно.
Держатель нужно брать так, чтобы не заслонять обзор зоны сварки. Потом нужно наклонить электрод по отношению к рабочей поверхности под углом 30 градусов. Делается несколько скользящих движений электродом по детали, чтобы инициировать розжиг дуги
В этот момент важно выдержать расстояние между стержнем и заготовкой, чтобы не разорвать дугу и не допустить «залипание» электрода
Через небольшой промежуток времени в зоне сварки появится красное пятно – результат плавления флюса. Примерно через 2-3 секунды посредине красного пятна проявится оранжевый цвет. Его яркость будет заметно выше, а по краям проявляется мелкая рябь. Именно эта часть называется сварочной ванной – место, где металл расплавляется и после остывания формируется сварочный шов.
Как он работает?
Принцип работы устройства основан на растворимости металлов в электролите. Даже при погружении металла в воду он начинает подвергаться действию ее молекул.
С поверхности пластины начинают отрываться ионы, и они попадают в слой воды, контактирующий с металлом. В результате нейтральный атом превращается в ион.
Такая структура носит название – двойной электрический слой.
Устройство водородного электрода.
В электрохимии потенциалы металлов измеряются в вольтах, по отношению к некоторому стандартному элементу. Согласно международной договоренности, в качестве такого элемента принято считать стандартный ВЭ.
При давлении газообразного водорода на границе с раствором в 1 атмосферу, концентрации положительных ионов водорода 1 моль/л и температуре 298 К, потенциал принимается равным 0 и его называют нормальным водородным электродом.
В настоящее время не существует методики, позволяющей независимо определить потенциал отдельно взятого электрода. Для этих целей применяется данное устройство.
В частности, собирается гальваническая цепь, состоящая из измеряемого и ВЭ. Так как потенциал второго принят за 0, то относительный потенциал второго будет равен электродвижущей силе гальванического элемента.
При работе данного устройства важно использовать гидроген, хорошо очищенный от примесей серы и мышьяка. Также нежелательной примесью является кислород, который может реагировать с гидрогеном на поверхности платиновой пластины с образованием воды, что приведет к нестабильной работе
Как читать маркировку
Пример обозначения: Э50А-УОНИ-13/55 СМ-4,0-УД ГОСТ 9467-60.
Запись расшифровывается следующим образом:
- Э — электрод для дуговой сварки.
- 50 — временное сопротивление шва разрыву составляет 50 кгс/кв. мм.
- А — место соединения обладает пластичностью и ударной вязкостью.
- УОНИ — марка, унаследованная от названия разработанного в 1940 г. покрытия «УОНИ-13». Аббревиатура означает «универсальная обмазка научного института №13».
- 13/55 — разновидность изделия.
- СМ-4,0 — изготовлен из сварочной проволоки диаметром 4 мм.
- У — предназначен для соединения заготовок из углеродистой стали.
- Д — толстый слой обмазки.
Вместо «У» в маркировке могут присутствовать следующие литеры:
- Л — легированная сталь.
- Т — термостойкая.
- В — высоколегированная.
- Н — предназначен для ремонтов методом наплавки.
Вместо «Д» могут стоять такие буквы:
- С — средняя по толщине обмазка.
- М — тонкая.
В ГОСТ 9466-75 данный электрод называется «УОНИИ» (универсальная обмазка научно-исследовательского института). В проектной и прочей документации нужно указывать такую аббревиатуру.
Электроды для алюминия
Сварка изделий из алюминия является непростым делом и имеет свои особенности. На поверхности этого металла имеется оксидная пленка, что вносит свои трудности при работе с этим металлом. Быстрое окисление алюминия ведет к образованию тугоплавкой пленки, что препятствует образованию цельного шва на соединениях.
Присутствие в сплавах на основе алюминия такого элемента, как кремний, приводит к формированию трещин между кристаллами металла. Возникновение шлака при остановках техпроцесса приводит к затруднению вторичного разжигания дуги. Сварочный валик при затвердевании может потерять свою форму вследствие высокого значения коэффициента линейного расширения.
Однако с этими проблемами могут справиться с большим или меньшим успехом самодельные электроды по алюминию. Для получения качественного шва необходимо, чтобы состав стержня электрода по своему составу соответствовал основному материалу. Поэтому для сварки алюминиевых изделий следует использовать алюминиевую проволоку в качестве стержня для самодельного электрода.
Чтобы получить качественный результат, используя электроды по алюминию своими руками, необходимо тщательно очистить поверхности соединяемых алюминиевых деталей. Это можно сделать с помощью различных растворителей типа технического спирта. Также помогут щелочные ванны.
Если изготавливаются электроды по алюминию для дуговой сварки своими руками, то при их использовании необходимо обращать внимание на значении выставленного на оборудовании тока. Он должен быть минимальным
Чтобы получить электроды для сварки алюминия своими руками, надо подготовить проволоку, изготовленную из алюминия, диаметр которой не превышает 4 миллиметра, и нарезать ее на отрезки длиной приблизительно 20-25 миллиметров. По своему усмотрению можно немного скорректировать эти значения.
Затем следует приступить к приготовлению обмазки. Для этого тщательно измельченный мел, обычно белого цвета, надо смешать с приобретенным в магазине силикатным клеем, называемым часто жидким стеклом. Эту смесь следует перемешать до получения жидкой консистенции. Затем надо начинать обмакивать в ней поочередно нарезанные прутки, оставляя сухим небольшой конец. Толщина покрытия не должна превышать два миллиметра и за этим необходимо тщательно следить.
Далее электроды следует оставлять на просушку, дождавшись, чтобы покрытие в виде обмазки прочно затвердело. Прокаливание самодельных алюминиевых электродов надо проводить в течение двух часов при температуре не меньше, чем 200 градусов.
Сварку с помощью алюминиевых электродов надо проводить, используя постоянный ток, установив на применяемом оборудовании обратную полярность. Если предполагается сваривать толстостенные изделия, то проволоку для изготовления электродов надо выбирать большого диаметра.
Расшифровка маркировки на электродах – что скрывают таинственные буквенные и цифровые коды
Благодаря предыдущему разделу, вы сможете определиться, какую модификацию лучше приобрести для конкретных потребностей – более подробно эту тему рассматривать не имеет смысла. Но давайте представим картину: приходите вы в магазин, обращаетесь к продавцу, он приносит продукцию марок МР-3, УОНИ-13/55 и ЦЧ-4. Какие из них брать? Профессионал быстро определит необходимый вариант, но что использовать новичкам? Всё просто – нужно знать расшифровку кодов, заложенных производителем. Давайте же без промедления разберёмся в этом тонком вопросе.
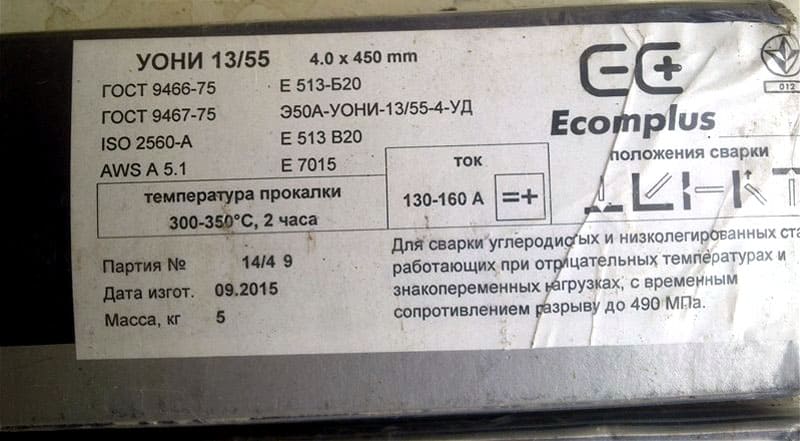
Для образца возьмём вышеупомянутую марку УОНИ и на её примере рассмотрим наиболее популярные коды, присутствующие на большинстве упаковок.
 Увидев изобилие надписей, сложно разобраться во всех условных обозначениях сразу ФОТО: gunforum.com.ua
Увидев изобилие надписей, сложно разобраться во всех условных обозначениях сразу ФОТО: gunforum.com.ua
Итак, смотрим на маркировку, показанную на скриншоте, и расшифровываем всё по порядку.
Сначала мы видим надпись Е513. Буквой Е обозначают едкие электроды. Цифра 513 скрывает сразу несколько параметров. 5 – это сопротивление готового шва коррозии. 1 – указывает на жаропрочность, а 3 – на рабочую температуру стыка. Значения для каждой цифры разные, поэтому лучше ориентироваться по таблице, приложенной ниже.
Обратите внимание, в последней колонке указывается содержание ферритной фазы, в коде цифра указывается в скобках ФОТО: tamerlan-pmk.ru
Следующий блок (Б20) также указывает на ряд параметров. Литера «Б» говорит нам о наличии определённого покрытия на электроде. Расшифровку смотрите в таблице ниже.
| Буквенный код | Покрытие |
| А | Кислое |
| Б | Основное |
| Р | Рутиловое |
| Ц | Целлюлозное |
| П | Нестандартное |
 На некоторых товарах можно встретить букву «Ж» — она сообщает о наличии в обмазке железного порошка ФОТО: russian.alibaba.com
На некоторых товарах можно встретить букву «Ж» — она сообщает о наличии в обмазке железного порошка ФОТО: russian.alibaba.com
Цифра 2 в блоке рассказывает покупателю о положении электрода в пространстве:
| Шифр | Расположение |
| 1 | Универсальное |
| 2 | Любое, кроме вертикального |
| 3 | Горизонтальное |
| 4 | Нижнее угловое |
Переходим к следующей строчке, содержащей массу важной информации. Кодом «Э» обозначается принадлежность к ручной дуговой сварке (полуавтомат лучше сочетается с проволокой)
Последующей цифрой указывается значение предела прочности шва. Наконец, шифр «А» говорит нам о высокой ударной вязкости соединения, а следовательно, и пластичности.
Следующий ряд знаков обозначает марку (в нашем случае УОНИ-13/55) – наименование зависит от производителя. Следом идёт обозначение диаметра.
Предпоследняя буква в строке рассказывает покупателю о соответствии продукта определённому типу металла, либо возможности выполнять особые работы (например, наплавку).
 Для каждого вида углеродистых сталей, нержавеющих сплавов и чугуна подходит только узко очерченный круг электродов ФОТО: abouttmetal.ru
Для каждого вида углеродистых сталей, нержавеющих сплавов и чугуна подходит только узко очерченный круг электродов ФОТО: abouttmetal.ru
Последним кодом указывают толщину покрытия на стальном сердечнике:
| Шифр | Расшифровка |
| М | Тонкий слой |
| С | Средний слой |
| Д | Толстый слой |
| Г | Очень толстый слой |
Вот и все тонкости. Теперь вы без труда определите необходимую для своих задумок марку электродов.
Также существуют и профилактические меры. О них – в приложенном ниже видео:
Watch this video on YouTube
Оборудование
- Стан для сухого волочения проволоки с барабанами. Применяется для волочения низкоуглеродистой проволоки. Состоит из двух установок и семи волочильных барабанов для проволоки.
- Проволочно-отрезной станок. Работает в автоматическом режиме. Процесс резки осуществляется при помощи двух пильных рам, работающих эксцентрически друг к другу. Разрезанная проволока с помощью конвейера собирается в ящик.
- Узел подачи электродного стержня. Стержни для электродов подбираются автоматически из контейнера при помощи перфорированных шкивов и подаются к прессу для покрытия флюсом. Работает синхронно с электродным прессом.
- Погрузочный механизм для электродных стержней со столом и ящиком для стержней. Сам механизм расположен в корпусе стола, который обеспечивает размещение электродных стержней под правильным углом.
- Машина для сухого смешивания электродного флюса. Состоит из двух контейнеров, при завершении перемешивания в одном контейнере, флюс перемещается вверх по транспортеру к контейнеру мокрого перемешивания. Кроме того имеется поворотный стол и 20 бункеров для различных компонентов флюса.
- Машина для мокрого смешивания электродного флюса. Состоит из двух камер. В одной камере идет смешивание, а во второй происходит новое смешивание для должного качества покрытия.
- Гидравлический пресс покрытия электрода флюсом. Флюс наносится под углом 45° относительно электродного стержня.
- Линия подачи электродов. Состоит из: опорной ленты;
- делительной ленты;
- формирующей ленты;
- выводящей ленты.
Тележки для электродов, решетки и столы. Выходящие из под пресса электроды, кладут сначала на решетки, а затем помещают на полки тележек.
Печь для просушивания электродов.
Оборудование для испытания электродов.
Ленточная машина для разъединения электродов и подсчета.
Упаковочное устройство коробок с электродами в полиэтилен.
Упаковочное устройство.
Кроме основного оборудования имеется еще дополнительное оборудование, которое обеспечивает работу основного оборудования.
Пресс электродообмазочный ПЭ-4Х1Г
| Пресс гидравлический горизонтальный, обмазочная гильза выкатная с гидроприводом | |
| Объем обмазочного цилиндра, л | 4 |
| Диаметр обмазочного цилиндра, мм | 100 |
| Диаметр электродов (поставляемая оснастка), мм | 3-5* |
| Производительность электродов макс., т/смену: | 2 ** |
| Диаметр «зеркала» гидравлического цилиндра, мм | 200 |
| Метод регулирования производительности | Частотный привод асинхронного двигателя насоса |
| Рабочая жидкость | ИГП-30, ИГП-18 |
| Максимальное усилие пресса, кН (т) | 700 (70) |
| Максимальное давление на массу, Мпа(атм) | 90(900) |
| Угол обмазочной головки, град. | 90 |
| Установленная мощность приводов, кВт | 5,87 |
| Масса, пресса кг: | 810 |
| Масса МНС со шкафом управления, кг | 280 |
| Габаритные размеры (без МНС), мм: | 2050х500(700***)х 1650) |
| Габаритные размеры МНС, мм: | 1050х980х1100 |
* Возможно расширение номенклатуры выпускаемой продукции до диаметра 1,6-6 мм.
** Производительность указана для рутиловых электродов диаметром 4 мм.
*** с повернутой кареткой
Механизм рубки проволоки МРП-30/100
| Диаметр проволоки, мм | 1,6-4,0* |
| Длина крупки, мм | до 7* |
| Производительность мах, кг/час по стали Ф2 | При длине крупки = ф проволоки до 17 |
| по стали Ф3 По Ф4 | При длине крупки = ф проволоки до 30 |
| по стали Ф4 | При длине крупки = ф проволоки до 70 |
| Установленная мощность приводов, кВт | 2,57 |
| МРП-30/100 размоточное устройство для бухт весом до 100кг в комплекте | |
| Масса, кг | 355 |
| Габаритные размеры, мм | 1540х705х1140 |
| МРП-30/1300 размоточное устройство УРБ1,3 для бухт весом до 1300кг в комплекте | |
| Масса (без размоточного устройства), кг | 310 |
| Габаритные размеры(без размоточного устройства), мм | 1070х705х1140 |
* Возможно изменение параметра
Основные виды электродов
Данное сварочное оборудование подразделяется на основные классы, относительно используемого типа металла:
- Для сварки теплоустойчивой легированной стали;
- Для высоколегированной стали;
- Для конструкционной стали (при дуговой сварке);
- Для наплавки металла;
- Для цветных металлов;
- Для чугуна;
- Для тонкого металла (самые тонкие – менее 2 мм в диаметре).
Типы электродов по виду их покрытия
Буквенные обозначения говорят о типе покрытия электродов:
- А – кислотное покрытие, с содержанием кремния, марганца, железа;
- Б – основное покрытие, в состав которого входит фтористый кальций и карбонад кальция. Подходят для сварки при постоянном токе переменной полярности;
- Ц – целлюлозное покрытие с органической основой;
- Р – рутиловое покрытие. Дополнительно содержит органические вещества и минералы.
Типы электродов по положению сваривания
Выбор положения проводника тока — это серьезный аспект процесса сваривания. Существует несколько допустимых вариантов положения:
- Любые положения;
- Любые положения, кроме вертикального сверху вниз;
- Нижнее (вертикальное сверху вниз и горизонтальное);
- Нижнее положение.
Виды электродов для работы при постоянном токе
Такой тип сварки является самым легким, безопасным и надежным, обеспечивающим ровный шов. При этом используются специальные электроды, подходящие именно для проведения постоянного тока:
- МР-3С. Имеет синюю маркировку. Используется для сваривания углеродистой и низколегированной стали, обеспечивает качественный и ровный шов, облегчает процесс.
- ОЗС-4. Электроды с красной маркировкой. Подходят для сварки сталей углеродистых и низколегированных видов, а также для окисленных поверхностей.
- ОЗС-12. Это красные электроды, предназначенные для ответственных конструкций (из стали низкоуглеродистых видов). Допустима сварка во всех положениях, кроме вертикального.
- УОНИ 13/45. Изделия с основным покрытием для сваривания сосудов, находящихся под давлением, металлов, имеющих большую толщину, а также для процесса заварки возможных дефектов. Подходят для низколегированной и углеродистой стали.
- УОНИ 13/55. Для работы с сосудами под давлением, строительными металлоконструкциями (из низколегированных и углеродистых видов стали).
Виды электродов для сварки по чугуну
Так как чугун является одним из самых распространенных материалов, стоит рассмотреть отдельно типы электродов, применяющихся для сварки изделий из этого материала. Нужно отметить, что для плавления чугуна используются электроды постоянного тока.
- МНЧ-2. Позволяет производить сварку в нижнем, вертикальном и полупотолочном положении с постоянным током обратной полярности.
- ОЗЧ-2. Для ковкого и серого чугуна в нижнем и вертикальном положении, при постоянном токе обратной полярности.
- МНЧ-4. Для чугуна любого вида в вертикальном и нижнем положении (постоянный ток обратной полярности).
- ЦЧ-4. Используется только в нижнем положении при холодной и горячей сварке. Позволяет производить сплавление чугуна со сталью другого вида. При высоком напряжении ток становится переменным.
- ОЗЧ-4. Для работы с любым видом чугуна, в верхнем и нижнем положении, исключительно при постоянном токе обратной полярности.
- ОЗЖН-1. Электрод для холодной сварки высокопрочного и серого чугуна в нижнем и вертикальном положении.
- ОК 92.18. Для сваривания при подогреве (при постоянном и переменном токе).
Виды покрытия электродов: основное, рутиловое, кислое, целлюлозное
Отвечая на вопрос, чем отличаются рутиловые электроды от электродов с основным покрытием, можно понять, что основное отличие в составе обмазки. Наполнителем в данном случае служат различные вещества, процентное содержание которых сильно отличается для электродов с разными покрытиями.
По типу покрытий, электроды делятся на такие:
- Кислотные — буквенное обозначение (А);
- С рутиловым покрытием (Р);
- Имеющие основное покрытие (Б);
- С целлюлозной обмазкой (Ц);
- Имеющие смешанный тип покрытия (две буквы в обозначении);
- Электроды с прочими видами покрытий (П).
К смешанным типам покрытий, относятся электроды, на которые нанесено:
- Кислотно-рутиловое покрытие;
- Рутилово-целлюлозное покрытие;
- Рутилово-основное покрытие.
Характеристики электродов во многом зависят именно от типа покрытия
Поэтому очень важно понимать, где лучше всего использовать электроды с вышеперечисленными четырьмя покрытиями: основным, рутиловым, целлюлозным и смешанным
Классификация стальных покрытых электродов для ручной дуговой сварки
Классификация покрытых электродов, в зависимости от их назначения
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями
ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые
электроды для дуговой сварки делятся на следующие группы:
У — для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным
сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются
следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
Л — электроды данной группы применяют для сварки легированных сталей, а также
для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа.
Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
Т — данные электроды предназначены для сварки легированных теплостойких сталей.
В — электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052).Н
— электроды для наплавки поверхностных слоёв с особыми свойствами.
Классификация электродов, в зависимости от вида покрытия
А — электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия
состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды
обладают высокой токсичностью из-за содержания оксида марганца, но, при этом,
обладают высокой технологичностью.
Б — основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.).
В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия
для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций,
ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами
с основным покрытием, получается сварной шов с высокой пластичностью. Данные
электроды используют для сварки ответственных сварных конструкций.
Р — электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3,
МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший
название этой группе электродов. Рутиловые электроды для ручной дуговой сварки
менее вредные для здоровья, чем другие. При сварке металла такими электродами
толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет
использовать данные электроды для выполнения швов в любом положении.
Ц — группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.).
Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк,
ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно
использовать для выполнения сварки в любом положении. Преимущественно они используются
при сварке металлов малой
толщины. Недостатком их является пониженная пластичность сварного шва.
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру
электродного стержня d), электроды подразделяются на группы:
М — с тонким покрытием (соотношение D/d не более 1,2).
С — со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45).
Д — с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8).
Г — электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность
изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние
поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В
зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше
номер группы, тем лучше качество электрода и выше качество
сварки.
Классификация электродов по пространственному положению при
сварке
Различают 4 группы электродов, в зависимости от допускаемого пространственного
расположения свариваемых деталей:
1 — допускается сварка в любом положении;
2 — сварка в любом положении, кроме выполнения вертикальных швов сверху вниз;
3 — сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных
снизу вверх;
4 — сварка в нижнем положении и нижнем «в лодочку».
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию
электродов в зависимости от полярности сварочного тока, напряжения холостого
хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды
делятся на десять групп и обозначаются цифрами от 0 до 9.





