Как сделать расчет трубы на изгиб
Содержание:
- Гибка на жёстком инструменте
- Характеристики металла для гибки
- Трубогибочные станки работающие способом наматывания
- Необходимость учета профиля
- Приспособления для гибки труб
- Особенности холодного изгибания
- Как согнуть пластиковую-ПВХ трубу на отопление, воду или канализацию в домашних условиях.
- Гибка в холодном состоянии
- Материалы изготовления канализационных труб и особенности деформаций: какие трубы можно гнуть ↑
- Как сделать трубогиб самостоятельно
- Альтернативные способы сгибания профильных труб
- Профессиональное оборудование
Гибка на жёстком инструменте
Например, медную или алюминиевую трубу диаметром не более 20 — 30 мм можно согнуть на простой оправке, которую можно изготовить из двух толстолистовых полос. Их внешняя конфигурация должна соответствовать требуемому значению радиуса гибки, а расстояние равняться примерно половине внешнего размера изделия. Такую конструкцию легко изготовить своими руками, а затем прикрепить при помощи профильных уголков к верстаку, либо просто зажать в тисках. По периметру сверлится несколько отверстий, в которые вставляются хомуты, фиксирующие противоположный конец. После этого деформация (в буквальном смысле слова) своими руками выполняется достаточно легко.
Ограничением данного метода является то, что габариты инструмента определяются длиной заготовки, поэтому гибка длинных труб потребует значительного свободного пространства. Универсальность способу придаст регулируемое расстояние между смежными полосами, на которые будет опираться обрабатываемая деталь.
Термический способ заключается в том, что подлежащий обработке участок разогревается паяльной лампой до температуры 350 — 400 °С. В результате увеличивается пластичность, что позволяет снизить верхнюю допустимую границу усилий гибки. Прилагаемая деформирующая сила заметно снизится, что даст возможность согнуть своими руками даже толстостенную или профильную трубу. Вместе с тем для стальной трубы качество поверхности ухудшится. Поэтому после обработки придётся применить последующее шлифование или пескоструйную обработку. Алюминиевую или медную трубу большого диаметра часто изгибают именно таким способом.
Характеристики металла для гибки
Любому металлу присуща своя точка сопротивления, то есть максимальная и минимальная нагрузка, которую он может выдержать.
Если оказать на металл слишком большое давление, это может спровоцировать деформацию, ненужные прогибы или надломы в профиле. Выполняя расчет на изгиб трубы, необходимо учитывать такие важные характеристики как плотность металла, размеры и диаметр профильных или круглых труб, а также ряд других параметров. Таким образом, можно будет спрогнозировать, насколько эффективным будет использование того или иного материала в условиях окружающей среды.
В процессе гибки трубы происходит сжатие внутреннего слоя металла, он становится меньше, а внешний слой, напротив, увеличивается за счет растяжения. А вот центральный слой металла остается неизменным, сохраняет исходные параметры, обеспечивая тем самым прочность трубы.
Трубогибочные станки работающие способом наматывания
Трубогибы и трубогибочные станки, работающие способом наматывания наиболее часто используются для гибки труб в авиационной и космической промышленности, автомобилестроении, тракторостроении, во всех сферах машиностроения, а так же при производстве мебели. Такие трубогибы позволяют получить качественные гибы трубы на маленьких радиусах гиба (от 1,5 диаметров трубы) обеспечивая высокую и абсолютную повторяемость геометрии пространственной гибке деталей .
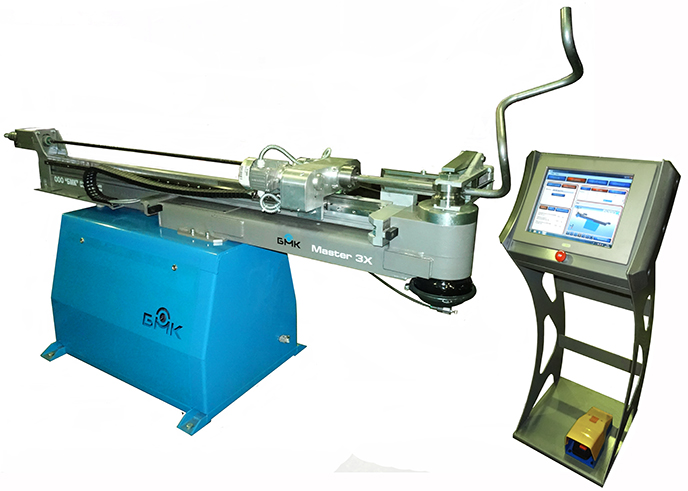 Автоматический трубогиб СЕ-51 серии MASTER.3X
Автоматический трубогиб СЕ-51 серии MASTER.3X
Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.

Полуавтоматический трубогиб СЕ-51 серии MASTER
Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба. При этом точкой опоры для изгиба труб служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не позволяет трубе изменять первоначальное сечение (форму) трубы.
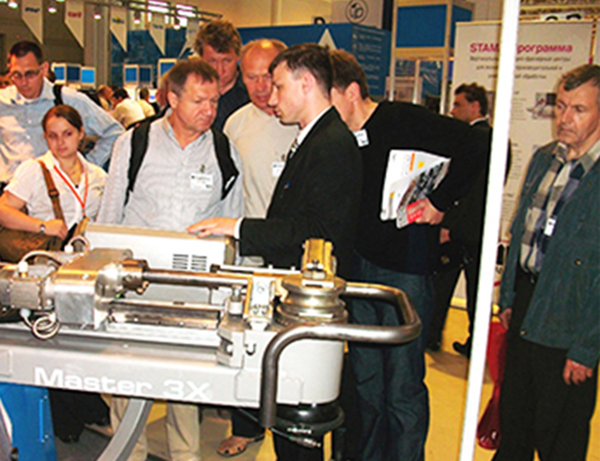
Автоматический трубогиб СЕ-51 MASTER.3X — гибка трубы на выставке
Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. В практике ООО “БМК” были случаи когда, при дорновой гибки труб способом наматывания , достигалось значение овальности (изменения сечения ) трубы не более 0,2- 0,3%. Трубогибы, производства ООО «БМК», практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте ее гиба не более 4%,что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.
Автоматический трубогиб СЕ-51 серии MASTER.3X в работе на выставке
Трубогиб работающий способом наматывания может работать, как с дорном так и без дорна.
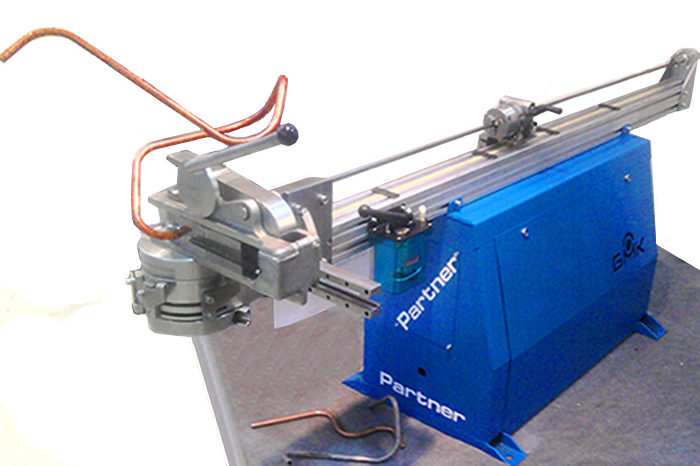
Ручной трубогиб СМ-30/3 PARTNER
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр, с качеством гиба отвечающим требованиям космической и авиационной отрасли, атомной тепловой энергетики и общего машиностроения.
Бездорновые трубогибы и трубогибочные станки обеспечивает гиб только толстостенных труб на радиус более 3÷4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанные радиусы гиба, в процессе гибки на трубе всегда образуются заломы либо гофра.
Дорновые трубогибы, дорновые трубогибочные станки и дорновые трубогибочные машины работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
- Гибочного ролика, с ручьем под конкретный типоразмер трубы, с жестко фиксированным диаметром ролика;
- Зажим трубы, с ручьем под конкретный типоразмер трубы;
- Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
- Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы;
- Складкоразглаживатель (только для тонкостенных труб при маленьких радиусах гиба), под конкретный типоразмер трубы совмещенный с конкретным диаметром гибочного ролика.
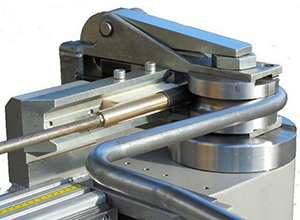
Оснастка автоматического трубогиба СЕ-51 серии MASTER.3X
Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для бездорнового трубогиба отсутствуют дорн и складкоразглаживатель.
В настоящее время в мире производится большое количество моделей трубогибочных станков, трубогибочных машин и различных трубогибов работающих способом наматывания, но сравнительный анализ возможностей, надежности работы (безотказности, долговечности, ремонтопригодности), простоты изготовления оснастки, удобства, простоты эксплуатации и обслуживания, производительности, стоимости и сроков изготовления несомненно выводит в лидеры производителя трубогибов — Балтийскую Машиностроительную Компанию, изготавливающую весь спектр дорновых и бездорновых трубогибочных автоматов, трубогибочных полуавтоматов и ручных трубогибов для трех координатной, пространственной гибки труб.
Необходимость учета профиля
К категории профильного трубопроката причисляются изделия, имеющие различную форму поперечного сечения – круглую, квадратную, овальную или плоскоовальную. Несмотря на такое разнообразие, для возведения теплицы или навеса преимущественно используют прямоугольные или . Это связано с тем, что на их плоских стенках намного легче смонтировать внешнее покрытие.
Ассортимент современных профильных труб отличается большим разнообразием. Их геометрические параметры, основными из которых являются площадь поперечного сечения и толщина стенки, определяют пластические возможности изделия. Последние характеризует такой показатель, как минимально допустимый радиус закругления. Именно данный параметр позволяет определить, на какой минимальный радиус можно согнуть профтрубу, чтобы она не подверглась повреждению.
Избегайте типичных ошибок, приводящих к порче заготовок
Чтобы определить такой параметр трубы с или прямоугольным профилем, как минимальный радиус сгибания, достаточно знать высоту ее профиля. Если вы собираетесь согнуть профильную трубу с поперечным сечением в виде прямоугольника или квадрата, следует придерживаться следующих рекомендаций.
- Трубы, высота профиля которых не превышает 20 мм, можно гнуть на участках, длина которых превышает величину, равную 2,5хh (h – высота профиля).
- Изделия, высота профиля которых превышает 20 мм, можно успешно сгибать на участках, длина которых соответствует 3,5хh и более.
Минимальные радиусы изгиба стальных труб
Такие рекомендации пригодятся тем, кто своими руками собирается согнуть профильные трубы для того, чтобы изготовить из них стеллажи, навесы и различные рамные конструкции. При этом, однако, следует иметь в виду, что на возможность качественного сгибания труб оказывает влияние и толщина их стенки. Изделия, толщина стенки которых меньше 2 мм, лучше вообще не гнуть, а при необходимости создания конструкций из них использовать сварные соединения.
В домашних условиях согнуть профтрубы, которые изготовлены из углеродистых или низколегированных сталей, можно только с учетом определенных нюансов. Такие трубы после гибки могут отпружинивать и возвращаться в исходное состояние, поэтому готовые конструкции необходимо повторно подгонять по шаблону. Величину отпружинивания характеризует такой параметр профильных труб, как пластический момент сопротивления – Wp. Данный параметр указывается в сопроводительной документации (чем он ниже, тем меньше будут отпружинивать профтрубы в процессе их гибки).
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Особенности холодного изгибания
Согнуть профиль без нагрева можно разными способами. Проще всего это сделать с использованием специального инструмента, а именно профилегибочного станка. Его можно купить или сделать самостоятельно, что довольно сложно.
Однако, покупка инструмента не оправдает себя, если нужно всего лишь изогнуть несколько деталей. Поэтому многих интересует, как выполняется гибка профильной трубы руками и возможно ли это вообще.
Самодельных приспособлений для холодной гибки труб множество. На рисунке представлена схема одного из таких устройств
Такая операция вполне возможна. Для ее проведения потребуются простейшие приспособления в виде оправки или гибочной плиты. Их легко можно собрать из подручных материалов. Перед гибкой нужно определиться с наполнителем для трубы.
Если высота ее профиля меньше 10 мм, заполнять деталь не нужно, для изделий с большей высотой наполнитель обязателен. Это может быть песок, подготовленный описанным выше способом, или пружина.
В последнем случае подбирается деталь, выполненная из стали, с плотной навивкой. Ее диаметр должен быть таким, чтобы она плотно входила в полость профильной трубы. Только так она сможет эффективно препятствовать слишком резкому изменению сечения трубы на участке сгиба.
Чтобы по окончанию работы пружину можно было без проблем извлечь, к ее краю перед установкой надежно закрепляют отрезок проволоки.
Теперь нужно определиться с типом приспособления для гибки. Это можно сделать, зная высоту профиля изделия. Для тонкой трубы, с высотой профиля меньше 10 мм, используют гибочную плиту со штырями, выполняющими роль упоров. Они располагаются в соответствии с радиусом изгиба детали. Трубу укладывают между упорами, придавая ей необходимую форму.
Начинают укладывать деталь с средины, так проще выполнить операцию. Потом постепенно продвигаются к краям изделия. Значимый недостаток такого способа изгибания заключается в необходимости приложения значительных усилий.
Кроме того, довольно сложно выполнить изгиб точно по шаблону, очень вероятно, что будут некоторые отклонения от заданной формы.
В процессе холодной гибки в качестве наполнителя для трубы можно использовать пружину подходящего размера. В этом случае к ее концам обязательно крепят проволоку, чтобы пружину можно было легко извлечь после изгибания трубы
Трубы с высотой профиля свыше 10, но меньше 25 мм, сгибают с помощью специального оборудования, оснащенного роликом. Оно действует по принципу так называемого станка Вольнова.
Происходит это следующим образом. Деталь надежно закрепляется в тисках. Через ролик на нее подается значительное усилие, которое сгибает элемент. Такой способ позволяет провести сгибание более точно и качественно.
Но и в этом случае придется приложить весьма значительные физические усилия, чтобы получить нужный результат. Если нужно получить деталь с большим радиусом изгиба, например, арку для каркасной конструкции, используются плоскопараллельные пластины или оправка.
Приспособление представляет собой неподвижный шаблон округлой формы, на котором располагаются хомутики, предназначенные для фиксации детали.
Профильная труба с усилием вкладывается в паз, размер которого точно соответствует профилю изделия. Фиксирующие хомуты удерживают фрагменты детали на месте, пока весь элемент не будет уложен в приспособление. Таким образом трубе придается нужная форма.
Если вы владеете элементарными навыками электросварщика, то простой станок для гибки профильного трубопроката можно сделать собственными руками:
Рекомендуем также посмотреть статью в которой мы рассказали о том, как гнуть трубы из различных металлов – подробнее читайте далее.
Как согнуть пластиковую-ПВХ трубу на отопление, воду или канализацию в домашних условиях.
Хороший достаточно сегодня подготовлен материал. Мне самому надоели эти все некрасивые сгоны на пластиковых трубах отопления и на подаче питьевой воды, а за канализационные трубы я вообще молчу. Ими что бы обойти хоть какое то маломальское препятствие, придётся купить десять единиц комплектующих деталей. Поэтому вопрос как согнуть пластиковую трубу или трубу ПВХ в домашних условиях, меня интересовал не меньше вашего.
А начнём мы пожалуй со сгибания пластиковых труб на отопление и воду.
Для того чтобы согнуть пластиковую трубу или трубу из ПВХ* на питьевую воду и отопление, применяют три старых добрых способа, которые предполагают воздействие на трубы горячего воздуха или пара. Скажу вам честно: — третий способ сгибания трубы самый бредовый! Но про него говорят многие, но думается мне, сами они так не делали никогда. Сейчас я вам его представлю.
Как согнуть пластиковую трубу на воду и отопление способ №3.Данный способ предполагает нагревание поверхности того места трубы, которое вам нужно согнуть, посредством газовой конфорки.Открытый огонь это всегда зло, так что мы этот способ благополучно отметём в сторону!
И вот теперь нам можно перейти к первым двум способам, которые помогут правильно и в любом направлении согнуть водяные трубы:
1. Что бы согнуть любую пластиковую трубу лучше взять строительный фен.
Но для того чтобы труба у вас оставалась нужной формы и не расплывалась, во внутрь её стоит насыпать мелкофракционной термостойкий материал. Отлично подойдёт песок или соль. Всё это насыпается в пластиковую трубу или в трубу из ПВХ посредством воронки, один конец трубы, конечно же нужно будет закрыть какой-либо заглушкой.
Сколько песка или соли нужно на трёхметровую трубу на воду?
Ага, вот этот вопрос меня самого, в первую очередь и заинтересовал. На видео, которое будет ниже, показано как согнуть небольшой кусок трубы из поливинилхлорида, а если у меня будет труба нормальной длинны, это сколько же в неё песка влезет, тем более если она у меня будет отопительная.
Дорогие мои, на три метра трубы отопления, с самым распространённым диаметром на 20 мм, вам понадобится меньше ведра просеянного песка или столько же соли. Красота требует жертв )).
Ну вот после того как мы разобрались сколько и чего нужно сыпать во внутрь трубы на воду, давайте посмотрим процесс сгибания трубы на видео.
Как согнуть пластиковую трубу (ПВХ) на воду, канализацию, отопление при помощи фена видео.
2. Способ под №2 нам поможет понять, как согнуть пластиковую-ПВХ трубу на воду и отопление в домашних условиях без применения строительного фена.
Способ два, предполагает разогревать песок или соль на противне в духовке и при помощи черпачка, насыпать в трубу через металлическую воронку выбранный вами состав. Низ трубы, соответственно, нужно будет закрыть какой либо металлической заглушкой.
Логичным будет вопрос, до какой температуры разогревать песок или соль, для того что бы ПВХ, пластиковые или полипропиленовые трубы начали сгибаться?
Ну давайте пойдём от противного и сами разберёмся какая нам понадобится температура. Просто именно таким способом я ни разу не гнул пластиковые и тем более ПВХ, а тем более вообще полипропиленовые трубы в домашних условиях! У меня на это дело есть строительный фен.
Нагретая вода в трубе, подаваемая с бойлера, бака, котла или котельной, нагревается ну максимум до 75 ?С, а то и вовсе до 60, так как вода нагретая до 61 ?С начинает давать накипь. Так что логичным будет предположить, что песок или соль, для того чтобы начать сгибать пластиковые-ПВХ трубы, должны быть нагреты больше чем 80 ?С. Самое главное что я точно знаю, что песок или соль для сгибания полипропиленовых трубы, нужно разогревать минимум до 140 ?С. А температура при которой начинает плавится сам материал полипропилен, составляет 170 ?С.
Вот мы и разобрались как согнуть пластиковые и ПВХ трубы в домашних условиях без спец.средств!
Гибка в холодном состоянии
Гнутый металлопрофиль при применении холодной технологии получается при его высоте до 40 мм. Согнуть такой прокат можно как ручным, так и механизированным способом. При размере металлопрофиля до 10 мм нет необходимости в его наполнении песком. Выгнуть профтрубу без использования предварительного нагрева можно с помощью дополнительных приспособлений. Для тонкостенных изделий небольшого размера применяется гибкая пружина, помещаемая внутрь. Она позволяет изогнуть металлопрокат без его механического повреждения.
Перед тем как согнуть трубный профиль, края пружины фиксируются проволокой на концах трубы. Это закрепит ее внутри изделия и не даст выскочить при механическом воздействии. При этом самом простом методе необходимо соблюдать главное условие: пружина должна иметь размер лишь немного меньший внутренней части трубы. Загнуть профтрубу таким способом получится без повреждений металла. Правильно подобранный размер пружины позволит ее извлечь по окончании процесса быстро и легко.
Наличие трубогиба позволит проводить работы с продукцией минимального размера профиля 10 мм и максимального до 40 мм. Перед тем, как согнуть профиль для теплицы своими руками, определяется метод работы с металлом. Небольшой простейший эксперимент покажет, необходимо ли будет предварительно нагревать металл или же нет. Для этого трубный конец зажимается тисками, а на другой надевается профиль с большим внутренним размером. Если получается вручную заставить согнуться стальной прокат, можно выполнять работу без использования предварительного нагрева. Помимо ручного или же электрического профилегиба, используются многочисленные оправки и гибочные столы. Они подходят для получения дуги алюминиевых или же стальных металлопрофилей с максимальной высотой до 10 мм.
Материалы изготовления канализационных труб и особенности деформаций: какие трубы можно гнуть ↑
Механическое сгибание выполняют только тогда, когда нет возможности изменить траекторию; или трубопровод – нестандартного диаметра, и подобрать подходящий переходник нельзя; если необходимо оставить цельный гнутый кусок из эстетических соображений. Не все материалы можно гнуть без риска повреждений, а результат манипуляций зависит от наличия опыта, навыков и корректного применения специальных инструментов.
Сложный изгиб металлического изделия
Перед принятием решения анализируют характеристики:
Диаметр изделия и материал изготовления.
Толщина стенки.
Необходимый радиус и угол поворота.
Пластиковый трубопровод: характеристика полимерных материалов ↑
Большинство канализационных систем собирают из легких пластиковых конструкций. Полимерные изделия выпускают во всех возможных типоразмерах, с разными характеристиками для установки внутри и снаружи помещений. Повороты, углы и изгибы можно собрать самостоятельно за пару минут из готовых вспомогательных деталей: переходников, колен, тройников и фитингов. Возможность механического сгибания – ограничена.
Трубопроводы из оранжевых полимеров, предназначенные для укладки в грунт, – из морозостойкого толстостенного материала. Такие изделия нельзя деформировать. Второй фактор, влияющий на способ выполнения поворота, – диаметр. При изменении радиуса происходит деформация формы внутреннего сечения: вместо круга создается овал. Чтобы труба не повредилась, объем деформации не должен превышать 8% от внутреннего диаметра. Вручную, или с помощью механических устройств, можно изменить форму только погонажных изделий для внутренней разводки (серого или белого цвета) небольшого диаметра – до 50 – 60 мм.
Как согнуть пластиковую канализационную трубу? Выбор способа зависит от особенностей основных полимерных составов, которые применяют в производстве:
Полиэтилен. Самый податливый для придания сложной формы материал. Используется в изготовлении канализационных деталей редко, поскольку обладает существенными недостатками: недостаточно гладкой поверхностью, низкой прочностью и слабой термостойкостью. Сформировать необходимый радиус изгиба можно 2 способами: холодным и горячим.
Ненадежный, но легко поддающийся сгибанию, полиэтилен
ПВХ. Изделия из поливинилхлорида, которые используются для канализации, имеют разную толщину стенок в зависимости от диаметра. Материал достаточно хрупкий, поэтому без нагрева изменить форму нельзя. Гнут только канализационные трубы из ПВХ малого диаметра, применяя горячий метод – ПВХ имеет достаточно низкую температуру плавления. Для изменения формы изделий большого диаметра применяют специальное электромеханическое промышленное оборудование.
Изгиб участка из ПВХ
Полипропилен. Самый твердый и прочный материал для канализации. Высокая температура плавления – одна из причин, по которой согнуть такую канализационную трубу сложно. Мастера используют метод жидкостного нагрева. Холодным способом механического гнутья можно придать форму изгибу с небольшим радиусом.
Изгиб полипропиленовой трубы
Металлические трубы: можно ли и как сформировать изгиб ↑
Для домашней канализационной разводки металл в качестве основного материала для труб применяют редко из-за высокой стоимости и сложного процесса соединений и монтажа. Металлические участки устанавливают только в качестве дизайнерских решений для подключения сантехники открытым способом без декоративных экранов.
Металлические трубы с изгибом
Медь.
Нержавеющая сталь.
Сплавы из стали.
Комбинация из внутреннего металлического слоя и полимерного покрытия
Металл гнется легче, чем пластик
Домашние металлические трубы можно согнуть холодным и горячим методом. Металл легче поддается сгибанию, не теряет герметичности, не трескается в месте деформации.
Изменить форму трубы цельнометаллической или с основанием из сплава можно 2 способами:
- Холодным механическим.
- Комбинированным: механическим, с кратковременным нагревом.
Если необходимо сделать поворот на длинном отрезке, придется использовать сварку: формируют изгиб на коротком отрезке нужного диаметра из идентичного материала, и вваривают поворот в разрезанную в месте поворота трубу.
Как сделать трубогиб самостоятельно
В некоторых случаях можно обойтись без приобретения ручного профилегиба. Данное устройство можно смастерить самостоятельно. Оно подойдет для обработки трубных изделий малых диаметров, например, для каркаса беседок или теплиц.
бетонного блокастальных штыков
Для трубных конструкций диаметром свыше 2,5 см необходимо создать профилегиб с применением роликов. Их закрепляют на основании бетона. Величина радиуса боковых граней роликов должна быть равна радиусу изгибаемой трубы. Профтруба, размещенная между колесиками, закрепляется на одном конце. Другим концом ее прикрепляют к лебедке, которая приводится в действие и придает трубе необходимый изгиб.
При создании самодельных трубогибов для профильной трубы необходимо учитывать следующие параметры:
- Расстояние от трубы до ведущего колеса профилегиба зависит от размеров трубы: для изделия с радиусом в 2,5 см необходим зазор в 6 мм, для более крупных трубных конструкций эта цифра варьируется от 6 до 12 мм.
- Слишком малое расстояние между колесом и трубой приведет к тому, что нужно будет приложить намного больше физических усилий для сгиба трубной конструкции.
- Слишком большой зазор повлечет за собой неравномерность изгиба и нарушение целостности конструкции.
Альтернативные способы сгибания профильных труб
Метод #1 — болгарка + сварочный аппарат
Как согнуть профильную трубу под нужным углом своими руками, не используя заводские станки? Если у вас есть болгарка и сварочный аппарат, то произвести изгиб можно по следующему алгоритму:
-
- рассчитывают радиус закругления по предварительно начерченной схеме;
- в месте предполагаемого изгиба трубы дисковой пилой (болгаркой) выполняется несколько поперечных пропилов;
- зажав трубу в тисках, начинают ее гнуть в нужном направлении, приложив для этого небольшое физическое усилие;
- далее пропилы заваривают сварочным аппаратом, не забывая о соблюдении требований техники безопасности;
сварочные швы подвергаются шлифовке.
Дисковая пила или болгарка, закрепленная на специальной подошве, необходима для выполнения нескольких пропилов в месте сгиба профильной трубы
Метод #2 — болванка и песок
Выполнить изгиб профильной трубы по необходимому радиусу можно с помощью еще одного простого способа. Для этого подготавливают песок, который обязательно просеивают и просушивают, если в этом есть необходимость. Затем один конец профильной трубы закрывают, забив туда деревянный клин. Насыпают внутрь профиля просеянный песок, закупоривая и с другой стороны вход в трубу. После этого изделие начинают сгибать вокруг металлической болванки, имеющей подходящий диаметр. Один конец профиля фиксируют надежно между штырями, а за другой тянут.
Закончив процесс гибки, приступают к удалению забитых клиньев путем их выжигания или выбивания. Песок также из полости трубы удаляется полностью. Как видите, кустарные способы доставляют больше хлопот, поэтому их можно применять на практике для разового сгибания труб.
В зимнее время песок можно заменить водой, которая заливается в профильную трубу и изделие выставляется на мороз. Понятно, что концы профиля затыкаются пробками. После замерзания жидкости в трубе приступают к ее изгибанию по заранее подготовленной болванке-шаблону.
Металлическая болванка, используемая мастерами для гибки профильных труб своими руками без применения специального оборудования в виде трубогибов
Метод #3 — гибка трубы с пружиной квадратного сечения
Не позволяет деформироваться стенкам профильной трубы при сгибании пружина, имеющая сечение такой же формы, но меньшего размера. Пружина изготавливается из стальной проволоки, диаметр которой подбирается, исходя из толщины стенок. Пружина должна легко заходить внутрь трубы. Планируемое место изгиба прогревается паяльной лампой или газовой горелкой. Накаленные стенки профиля легче поддаются сгибанию. Для предотвращения ожогов работать надо в специальных защитных рукавицах, а изделие держать клещами. Добиться нужного радиуса изгиба помогает болванка или металлические штыри, забитые в землю по окружности.
Профессиональное оборудование

Начнём с того, какие специальные инструменты вы можете использовать для сгибания труб из разных материалов. Обычно такое оборудование есть у профессиональных мастеров и относится оно к категории трубогибов. По методу сгибания все трубогибы можно разделить на несколько категорий:
- Арбалетные изделия имеют определённую форму, поэтому применяются для сгибания труб с подходящим диаметром.
- Пружинные инструменты подходят для самостоятельного сгибания пластиковых трубопроводов. Оборудование выполнено на базе стальной пружины.
- Сегментные конструкции имеют специальный участок, вокруг которого можно вытянуть заготовку.
- Дорновые инструменты предназначены для сгибания элементов с тонкими стенками, а также в случае, когда нужно получить небольшой радиус сгибания.
По виду привода подобное оборудование делится на следующие виды:
- Ручной инструмент подходит для сгибания заготовок небольшого диаметра, выполненных из тонкостенных полимерных материалов, нержавеющей стали и разных цветных сплавов.
- Промышленное гидравлическое оборудование используется для сгибания трёхдюймовых труб.
- Электромеханический инструмент подходит для трубопроводов разного диаметра. Главное его отличие состоит в том, что вы легко можете добиться высокой точности сгибания (угол, радиус).





