Как выбрать штангенциркуль для работы домашнего мастера
Содержание:
- Определение шага резьбы гайки:
- Штангенциркуль какой фирмы лучше выбрать
- История штангенциркуля
- Как работать?
- Порядок измерений
- Из чего состоит штангенциркуль
- Как правильно пользоваться штангенциркулем
- «Электронная гравировка» — создание выдавленных надписей
- Какой штангенциркуль лучше купить
- Доступные разновидности
- Как пользоваться штангенциркулем
Определение шага резьбы гайки:
Для измерения шага внутренней резьбы лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему. Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Оторвите небольшую полоску бумаги и поместите ее в гайку. Прижмите пальцем бумагу к резьбе, так чтобы на ней остался отпечаток резьбовой поверхности. Для лучшей видимости можно провести по граням витков мазутом или маркером. Приложив к отпечатку линейку, измерьте расстояние L между крайними рисками и посчитайте количество рисок n на этом участке за минусом первой (нулевой). Выполните вычисления по формуле P = L/(n-1).
Например, оттиск дал 6 четких рисок на отрезке в 10 мм.
P = L/(n-1) = 10 мм / (6-1) витков = 2 мм
Вместо бумаги получить оттиск можно на ребре спички или карандаша. Зная внутренний диаметр гайки (в нашем случае 14 мм) и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М14 и искомый шаг 2.0 мм (основной). Условное обозначение гайки: М14х2.0.
Кроме метрических болтовых соединений в современном техническом мире широко распространен дюймовый крепеж. О том, как определить шаг дюймового болта читайте в следующей статье.
Штангенциркуль какой фирмы лучше выбрать
При покупке любого измерителя очень важна его точность. Ведь именно от измерений будет во многом зависеть изготовление каких-то деталей по проведённым замерам. Если замеры получатся неверными, то потом получатся никуда не годные детали. Точность устройства может гарантировать только ответственный производитель. По исследованиям, экспертным оценкам таковыми стали следующие компании:
- Norgau – российский производитель высокоточных устройств, инструментов, который вот уже более 20 лет на рынке. Norgau помимо российских заводов, представительств имеет два дочерних предприятия в странах Евросоюза. Продукция этой фирмы отличается надёжностью, высокой точностью.
- Matrix – компания по производству инструментов с десятилетней историей, с ассортиментом продукции более 3000 позиций. Это измерительные инструменты, режущие, столярные, слесарные инструменты, оснащение для строительных, отделочных работ, для автомобилей, а так же крепёжные изделия.
- Shan – фирма по производству измерительной техники, которая многократно удостоена международных знаков качества. Бренд Shan в своём современном виде появился в 2013 году в результате договорённостей ЗАО ТД “Калиброн” и Guilin Measuring & Cutting Tool.
- Griff – производитель измерительного, абразивного, металлорежущего, слесарного, строительного оборудования. Ассортимент компании состоит примерно из тысячи позиций. На заводе Griff жёсткий контроль качества.
- Stayer – компания, которая производит как электроинструменты для строительства, отделочных работ, так и ручные инструменты для ремонта, производства, измерений. Вся продукция имеет российские и международные сертификаты качества.
- Зубр – российская компания, которая занимается выпуском измерительных приборов, арматуры, комплектующих для сантехники, хозяйственного инвентаря, инструментов для строительства, ремонтных работ.
- Topex – популярный в Европе производитель инструментов для стройки, приборов для точных измерений. Компания была основана в Польше в 1990 году. С тех пор им удалось завоевать рынки Европы, стран СНГ.
История штангенциркуля
Деревянные штангенциркули использовались уже в начале XVII века.
Например, металлические штангенциркули 18 века с крупной шкалой делений. Первые настоящие штангенциркули с нониусом появились только в конце XVIII века в Лондоне
Самый старый из них относится к началу – середине 19 века.
Приблизительно с середины 19 века штангенциркули начали выпускать в промышленных объёмах и устанавливать на них нониус для повышения точности измерений. Штангенциркули практически не изменялись по своей сути, а отличались друг от друга только способом и временем изготовления.
Столь древний измерительный прибор, конструкция которого практически не претерпела каких-либо существенных изменений за все эти века, служит эталоном технического совершенства и заслуживает максимум почтения пред гением человеческой мысли. Вряд ли можно подсчитать, сколько экземпляров штангенциркуля находится сейчас в употреблении.
В немецком языке штангенциркулем (Stangenzirkel) называется циркуль для начертания окружностей и дуг больших радиусов. По-немецки штангенциркуль называется Messschieber или Schieblehre — соответственно, «раздвижной измеритель» или «раздвижная линейка».
Разновидность штангенциркуля, оснащённая глубиномером на профессиональном сленге называется «Колумбус» или «Колумбик». Это название произошло от «Columbus» — производителя измерительного инструмента, такой штангенциркуль массово поставлялся в СССР под этой маркой.
В авиационной промышленности такие штангенциркули назывались «Маузер», по причине того что штангенциркули повышенного качества поставлялись в СССР .
Следует отметить, что современный штангенциркуль – это лишь усовершенствованный, в соответствие с новыми технологиями,
аналог того самого первого инструмента конца восемнадцатого века.
Нониус был изобретен Португальским математиком Педру Нунишем.
В то время, он работал над изобретением навигационного прибора, однако принцип, выработанный при этом, основанный на том, что человеческий глаз точнее определяет совпадение делений на шкалах, нежели относительное положение одного деления между двумя другими, лег в основу нониуса, названного в его честь.
Современную конструкцию шкалы нониуса придумал французский математик Пьер Вернье в 1631 году, поэтому, в честь него, нониус также называют «верньер».
Интересным является тот факт, что в немецком языке словом Stangenzirkel называют циркуль, применяемый для начертания окружностей и дуг больших радиусов. По-немецки, штангенциркуль называется Messschieber («раздвижной измеритель») или Schieblehre («раздвижная рейка»).
рис. =Штангенциркуль без нониуса. Германия, XIX век.=
В СССР, на профессиональном сленге разновидности штангенциркулей, массово поставляемые под марками «Columbus» и «MAUSER», приобрели соответствующие нарицательные имена.
Таким образом, «Колумбус» или «Колумбик» — это разновидность штангенциркуля, оснащенная глубиномером, а «Маузер» — штангенциркуль повышенного качества для авиационной промышленности.
| Обычный штангенциркуль состоит из: 1. штанги. 2. подвижной рамки. 3. шкалы штанги. 4. губки для внутренних измерений. 5. губки для наружных измерений. 6. линейки глубиномера. 7. нониуса. 8. винта для зажима рамки. |
megaobuchalka.ru
Как работать?
Для того чтобы правильно работать штангенциркулем, нужно понять, как считывать показания. Здесь все немного сложнее, чем у простой линейки. Дело в том, что у инструмента есть две шкалы. Первая (основная) – это миллиметровая. Она дает первоначальные данные по замеру. Вторая (она же нониусная) поможет вам измерить детали с высокой точностью. На ней можно распознать даже доли миллиметра.
Нониус – это 0,1 мм, поэтому правильный замер может дать очень точный результат. Но у каждых моделей штангенциркулей может быть разный шаг (одно деление). Как правило, длина шага указывается чуть левее на самой шкале.
Также шкала нониуса может быть разной и по длине. У некоторых моделей она достигает 2 см (20 мм) от основной измерительной шкалы, у других же она может составлять около 4 см. Чем больше длина, тем точнее вторичная шкала будет выдавать показания. В основном современные штангенциркули измеряют с точностью до 5 сотых миллиметра (0,05 мм), более старые приборы имеют точность лишь до одной десятой миллиметра (0,1 мм), что в два раза меньше.
У штангенциркуля есть две пары губок: верхняя и нижняя. На некоторых есть только одна, но это уже узкоспециализированные виды приборов. Верхней парой губок измеряют внешнюю ширину и высоту. Нижней же делают замеры диаметра и внутренней ширины детали. Внутренние канавки должны плотно прижиматься внутри элемента, чтобы не было люфта и измерение диаметра было очень точным.
Эти губки могут раздвигаться на довольно большое расстояние, поэтому с их помощью можно измерить диаметр, длину, ширину и высоту трубы, большого подшипника, крупных деталей и остальных видов запчастей. Но основным плюсом штангенциркуля является то, что он может определять параметры и очень маленьких или тонких предметов. Например, им можно замерить сечение кабеля, определить ширину провода, гвоздя, гайки, шаг резьбы болта и много другое.
Всегда во время большого количества токарной или слесарной работы пользуются именно штангенциркулем из-за его удобства и универсальности. Но этот прибор можно применяться и на стройке.
Также, помимо пары губок, у некоторых моделей есть и глубинометр. С его помощью можно с легкостью измерить глубину, причем даже у малых деталей. Это приспособление выдвигается вместе с измерительной и нониусной шкалой.
Линия глубинометра очень тонкая и спокойно помещается в задней части штангенциркуля. Для того чтобы мерить глубину, просто опустите это устройство до упора в деталь (при этом положите её так, чтобы сама деталь имела опору) и сверху закрепите с помощью зажимного винта. После этого посредством измерительной шкалы вы сможете рассчитать глубину таким же способом, каким измеряют длину, высоту и другие величины.
Если вы не знаете, каким сверлом воспользовались для того, чтобы сделать конкретное отверстие, то просто измерьте диаметр.
Вообще, штангенциркуль может ответить на многие вопросы, и после некоторой работы с измеряемой деталью вы сможете изучить её полностью. В комплекте со штангенциркулем может идти инструкция, поэтому вы можете ознакомиться с ней перед первой работой.
В случае когда штангенциркуль подвергся коррозии, обработайте его специальным средством от ржавчины. Только смотрите, чтобы это средство не разъедало металл, ведь это может привести к тому, что деления и шаги на измерительной и нониусной шкалах не будет видно.
Существуют и электронные виды штангенциркулей, но с ними необходимо обращаться более аккуратно. В первую очередь не допускайте попадания воды или других жидкостей на устройство. В электронном табло может произойти короткое замыкание, и узнать точные данные вы не сможете.
Также не стоит измерять любые вещи, работающие от электричества. Это может сбить табло, и результаты после замера будут неверными. Перед началом работы проверьте устройство и нажмите кнопку ON, чтобы штангенциркуль включился. После того как вы сняли показания и вам нужно заново сделать замер, то нажмите кнопку установки нулевого положения. Принцип включения примерно такой же, как и у не программируемого калькулятора: после каждой операции значение нужно сбросить.
Также в электронном варианте штангенциркуля необходимо менять питание. Для этого откройте крышку защитного кожуха и замените батарейку. Также не забывайте про полярность. Если батарея исправна, но табло все равно не работает, то проверьте, правильно ли вставлен элемент питания.
Порядок измерений
Теперь о том, как работает штангенциркуль. Перед тем как начать пользоваться, необходимо подготовить устройство и измеряемую деталь: очистить поверхность от грязи, чтобы обеспечить максимальную точность. Губки нужно плотно свести и оценить размер просвета между ними. Если конструкция исправна, то он будет минимальный.
Далее подвижную рамку необходимо передвинуть так, чтобы её первая риска совпала с нулевой отметкой на шкале штанги в точности. Если не учесть это и не выполнить, то результаты не будут точными. Если не получается сопоставить эти отметки, то такой штангенциркуль неисправен и пользоваться им не рекомендуется. Лишь убедившись, что конструкция полностью подготовлена, можно начинать работать.
Измерение наружных поверхностей
Когда требуется провести измерение линейного размера, либо наружного диаметра, то последовательность использования инструмента следующая. Прежде всего, губки нужно развести, передвигая рамку. А потом плотно прижать их к противоположным поверхностям детали, которую требуется измерить, и закрепить положение рамки с помощью винта. Если измеряется наружный диаметр детали цилиндрической формы, то ее ось должна быть точно перпендикулярна плоскости рамки. Если же измеряется длина детали или изделия, то его продольная ось должна располагаться точно параллельно штанге. Эти условия необходимо соблюдать, пользуясь штангенциркулем, иначе невозможно получить точные результаты.
Измерение наружных поверхностей штангенциркулем
Измерение внутренних поверхностей
Если нужно произвести измерение диаметра отверстия, то наружные губки должны быть установлены на нуле. Их надо вставить в отверстие, которое требуется измерить. Держать штангенциркуль при этом необходимо ровно. Далее губки нужно до упора развести, так, чтобы они плотно прижались к внутренним стенкам детали. Зафиксировать их положение, пользуясь стопорным винтом. Затем снимаются показания и производятся необходимые вычисления, если использовался нониусный штангенциркуль.
Измерение внтутренних поверхностей штангенциркулем
Определение глубины
Чтобы провести замер глубины отверстия, потребуется переместить рамку и выдвинуть глубиномер. Затем вставить его до упора в отверстие, чтобы конец коснулся дна. Он должен быть расположен точно перпендикулярно поверхности измеряемой детали. Прижать к стенке. Штангу переместить в торец также до упора. С помощью стопорного винта зафиксировать положение, и вывести устройство.
Измерение глубины штангенциркулем
Замер резьбовых соединений
Штангенциркулем можно пользоваться для замера резьбовых соединительных деталей — винтов, болтов и др. Показатели диаметров резьбы определяются по выступам. С этой целью измеряемый винт или болт следует установить вертикально и зажать губками. После этого возможно определять нужные показатели.
Если требуется замерить шаг резьбы, пользуясь штангенциркулем, это производится в следующей последовательности. Сначала измеряются высота стержня и внешний диаметр детали. А затем подсчитывается число витков резьбы. Разделив длину стержня на количество витков можно получить показатель шага резьбы.
Замер резьбовых соединений штангенциркулем
Из чего состоит штангенциркуль
Самый простой прибор, а для понимания принципа работы подойдёт как раз такой, состоит из следующих элементов.
Основные части штангенциркуля: 1 – штанга, 2 – рамка, 3 – шкала для измерений, 4 − верхние губы, 5 − нижние губы, 6 − глубиномер (не у всех модификаций присутствует), 7 − шкала нониуса, 8 − зажимный винт.
Для того чтобы правильно определить, как, а главное, каким пользоваться штангенциркулем, необходимо изучить его модификации. Отправная точка для выбора прибора – точность измерений, габариты детали, а также число измерительных поверхностей. Штангенциркули могут иметь модификации в зависимости от:
- Диапазона измерений. Длина шкалы на штанге может составлять от 125 до 4000 мм.
- Точности прибора. Допустимая погрешность − от 0,05 мм.
- Функциональности. В частности, есть ли глубинометр или нет.
- Сложности и габаритов измеряемой детали.
- Конструкции отсчётного устройства.
Как измерять штангенциркулем
Перед тем, как мерить штангенциркулем, требуется ознакомиться с основными правилами.
- Измерение наружных поверхностей. Для того, чтобы получить данные о внешних размерах изделия, его требуется зафиксировать в нижних губках инструмента. Для этого требуется развести его немного больше, чем сама измеряемая заготовка, а потом свести губки до упора. После этого можно снимать показания по основной и дополнительной шкале.
- Измерение внутренних поверхностей. Для данной операции инструмент следует переместить в нулевое положение, после чего поместить губки для внутреннего измерения в заготовку, параллельно измеряемой плоскости. Далее следует разводить их до упора, что поможет зафиксировать их в одном положении и избежать больших погрешностей. Это подходит также для определения диаметра.
- Измерение глубины. Здесь основной частью является глубиномер. Замер штангенгенциркулем осуществляется путем упора торца инструмента в один конец детали и погружением глубиномера в другой. Когда он упрется или дойдет до нужной точки, то можно снимать показания по основной и дополнительно шкале, так как нониус здесь по-прежнему остается актуальным.
- Как выполнять разметку. Разметка наносится прямыми рисками от базовых кромок инструмента, расположенных параллельно, или поверхности самой заготовки. Также делают засечки и могут проводить окружности.
фото:наружное и внутреннее измерение поверхности штангенциркулем
фото:измерение глубины штангенциркулем
Определение показаний штангенциркуля
Основной проблемой, чтобы понять как пользоваться штангенциркулем, является определение точного результата, а также использование дополнительных функций устройства. Наиболее просто и понятно дело обстоит с наружными размерами, но принцип снятия везде практически одинаков, поэтому, следует научиться обращаться двумя шкалами. На первой, она же является основной, показаны целые доли миллиметра. Вне зависимости от того, исползаете вы глубиномер, внешние или внутренние губки, передвигаются все три части, соответственно отмеренному расстоянию. Чтобы не сбить показания во время измерения, когда все доходит до контрольной предельной точки, происходит фиксация прибора.
После этого его можно снять с заготовки и приблизить поближе к себе. Показания при этом остаются такими же, как и в момент измерения. На штанге деления сразу видны и количество целых миллиметров видно сразу, чтобы определить более детально, следует воспользоваться нониусом. На нем располагает десять делений, каждое из которых соответствует доли целого. Если первое деление совпадает со значением черты на основной шкале, то получается ровное значение. Если второе деление совпадает с какой-либо чертой, то к полученному целом значению следует прибавить 0,1. К третьему – 0,2, четвертому – 0,3 и так далее.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
«Электронная гравировка» — создание выдавленных надписей
Это один из наиболее ответственных этапов работы. Если она выполняется впервые, то неплохо бы создать новый файл, скопировав туда готовую штангу, и потренироваться.
Создание делений
Располагаем рабочую плоскость на плоскости штанги. Начало координат совмещаем с предполагаемым расположением будущей цифры «0». Проводим базовый отрезок длиной 5 мм перпендикулярно нижнему ребру. При помощи команды Смещение проводим параллельные отрезки по обе стороны от базового на расстоянии 0,05 мм. Соединяем их концы, удалив базовый отрезок. Делаем область из полученного контура и выдавливаем его вниз на расстояние 0,1 мм. Полученный параллелепипед — заготовка для всех делений штангенциркуля. Далее создаем обычный двумерный массив с количеством строк 1, количеством столбцов 0. Расстояние между столбцами (будьте внимательны!) — 1 мм. Число элементов массива — 165. У каждого пятого параллелепипеда выдавливаем верхнюю грань на 1 мм — это основные деления: целые цифры и половинные доли. Есть возможность автоматизировать эту процедуру, но для единичного образца подобный способ построения не слишком утомителен, а самое главное — гарантирует абсолютную точность и отсутствие ошибок. Вполне возможно, что глубина в 0,1 мм избыточна, но при повторе этот недостаток легко исправить. Далее вычитаем из 3D-тела «штанга» 165 вспомогательных параллелепипедов. Вы должны получить результат, изображенный на рис. 8.
Рис. 8
Создание цифр
Создаем текстовый стиль. Для создания цифр очень хорошо подходит шрифт romans.shx с высотой цифр 2 мм. Располагаем ПСК на верхней плоскости штанги (можно также использовать ДПСК — динамическую пользовательскую систему координат). Наносим цифры по основным делениям. Для нанесения цифр используем однострочный текст. После нанесения текста его необходимо расчленить до полилиний. Для этого нам потребуется заголовок строки меню EXPRESS (если вы поклонник классического интерфейса) или соответствующая вкладка ленты (рис. 9).
Рис. 9
Примечание. Опция EXPRESS устанавливается только при инсталляции системы на ваш компьютер.
Итак:
EXPRESS→TEXT→EXPLODE TEXT
В ответ на запрос командной строки выделите все однострочные тексты.
Внимание! Для многострочного текста эта команда не работает!
Теперь все ваши тексты превратились в полилинии. При помощи команды Подобие (Смещение) сделайте из них конгруэнтные фигуры. Величина смещения — 0,05 мм от осевой линии
Осевую линию удаляйте осторожно, не все цифры сразу готовы к операции Выдавить. Придется повозиться с цифрами 3, 4, 5, 8 — в противном случае будет выдавлена поверхность
Выдавливая полилинии (бывшие цифры) по направлению внутрь штанги на глубину 0,1 мм, мы получим 3D-тела. Вычитая их из штанги, получим углубления — абсолютно точный электронный аналог процесса гравировки. Так же как и в случае с нанесением рисок, не настаиваю на глубине 0,1 мм. Экспериментируйте! Результатом вашей работы должно стать изображение как на рис. 10.
Рис. 10
Рис. 11
Какой штангенциркуль лучше купить
При выборе данного устройства важно определить сферу применения измерителя. Для домашнего использования нет смысла приобретать слишком громоздкие или дорогие модели. Они понадобятся профессионалам
Большие устройства нужны на заводах и производствах. Измеритель должен быть сделан из стали. Тогда он будет служить долгие годы. Хорошо, когда в комплекте идёт прочный футляр. В противном случае придётся искать что-то, в чём его транспортировать. Если говорить о самых лучших моделях, то это следующие:
Они понадобятся профессионалам. Большие устройства нужны на заводах и производствах. Измеритель должен быть сделан из стали. Тогда он будет служить долгие годы. Хорошо, когда в комплекте идёт прочный футляр. В противном случае придётся искать что-то, в чём его транспортировать. Если говорить о самых лучших моделях, то это следующие:
Если измеритель планируется использовать для каких-то официальных замеров, то лучше, чтобы он был занесён в Госреестр. Так не будет возникать каких-либо сложностей при проведении необходимых поверок. Такая процедура нужна для частных сертифицированных мастеров, на коммерческих производствах, на крупных предприятиях государственного сектора.
Доступные разновидности
До определенного момента в свободной продаже были доступны несколько видов штангенциркулей. Сегодня их можно приобрести три вида. Каждый из них имеет свои особенности и способы реализации. В зависимости от размера выделяют восемь основных групп. Приобретать штангенциркуль лучше с заводским паспортом, в котором будут указаны возможные погрешности и способы калибровки. По способу определения размера десятичной части штангенциркули разделяют на:
с нониусной шкалой или ШЦ;с циферблатной шкалой или ЩЦК;с электронной цифровой шкалой ЩЦЦ.
Различия лежат не только в применяемой шкале, но и в наличии или отсутствии некоторых элементов в конструкции, например, те, в которых присутствуют основные узлы называются универсальными. Есть такие приборы, которыми можно измерить только наружный диаметр. Губки у них твердосплавные, поэтому не подвергаются такому быстрому износу, как обычные. Их обозначают ШТЦ-1. На рынке доступен также штангенциркуль с меньшим порогом погрешности и дополнительной регулировкой шкалы сотых. Его обозначают ШЦ-2.
1
Штангенциркуль как гарантия точности измерений
Штангенциркуль – популярное среди домашних мастеров приспособление. Назначение этого инструмента – проведение сверхточных измерений линейных (внешних, внутренних) размеров разнообразных деталей и изделий, а также глубин пазов и отверстий. С помощью штангенциркуля можно выполнять любую разметку, затрачивая на подобную операцию минимум времени. Он гарантирует высокую скорость измерений. При этом погрешность замеров равняется нулю.
Основной частью штангенциркуля является линейка фиксированной длины, выполняющая функцию штанги
Штангенциркуль незаменим для выполнения точнейших подсчетов в разных отраслях промышленности. Он дает возможность отсчитывать доли деления. Существуют такие его разновидности, которые обеспечивают точность измерений до тысячных частей миллиметра. Устройство описываемого прибора достаточно простое. В его конструкции имеются следующие элементы:
измерительная шкала;подвижные части и штанги;нониус;губки для внешних и внутренних замеров;зажимной механизм;линейка для глубинометрических измерений.
Ключевой частью штангенциркуля является линейка определенной длины (у большинства приспособлений она равняется 15 см), выполняющая функцию штанги. С ее помощью устанавливается наибольшее значение, измеряемое описываемым механизмом. На конце линейки, а также на подвижной раме прибора имеются ножевидные губки. Они предназначены для определения размеров конкретной детали, предмета. Рама дополнительно снабжена особым винтом. Он позволяет фиксировать итоги измерений.
Как пользоваться штангенциркулем
Для работы что с механическим, что с цифровым устройством необходимо знать общие принципы его эксплуатации.
С помощью штангенциркуля можно выполнять такие измерения.
- Внешний размер детали – длину, ширину, толщину, диаметр.
- Внутренний размер отверстия или полости – диаметр, ширину, длину.
- Глубину отверстия или полости.
Также с помощью инструмента можно определить внешний (для наружной) или внутренний (для внутренней) диаметр резьбы. При этом для выяснения номинального диаметра, по которому и маркируется изделие, придется воспользоваться таблицами.
Мерить штангенциркулем любые размеры следует в такой последовательности:
максимально свести (для внешних замеров) или развести (для внутренних замеров) измерительные губки прибора. Для замера глубины выдвинуть глубиномер так, чтобы его конец упирался в дно отверстия, а край штанги – в край отверстия
Важно при этом сохранить соосность отверстия и прибора;
при необходимости зафиксировать ползунок зажимным винтом или просто аккуратно снять/извлечь прибор;
снять показания. Для цифрового прибора достаточно увидеть показания на дисплее, для механического – отметить положение бегунка на разметочной шкале и положение рисок разметки на нониусе.
Вначале отмечается целое число (миллиметры) по основной шкале.
Далее уточняется дробное число, то есть десятые и/или сотые доли миллиметра.
Для этого необходимо определить, какая по счету риска на разметке нониуса точно совпадает с любой из рисок основной шкалы.
Примеры использования штангенциркуля (для сравнения измерение штангенциркулем цифрового типа тех же размеров).
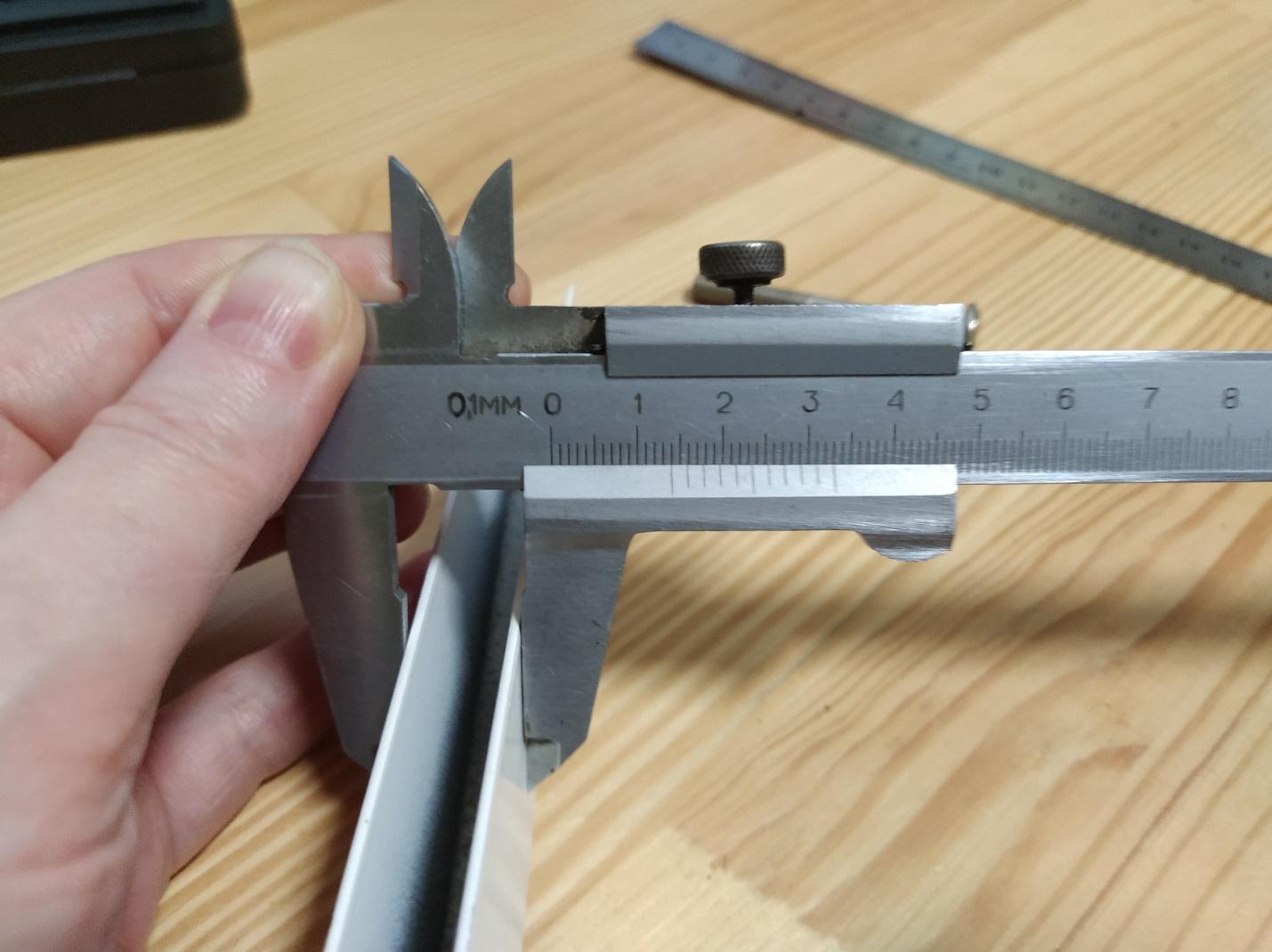

На втором фото хорошо видно совпадение девятой риски шкалы нониуса с делением шкалы штанги. Следовательно, размер составляет 14,9 мм (производитель указывает 15 мм).

При измерении гладкой части стержня болта механический штангенциркуль дает размер 5,4 мм.

Цифровой при таком же измерении дал диаметр 5,3 мм.


При замере длины болта разница также на десятую долю миллиметра – 57,7 мм для механического и 57,61 мм для электронного измерителей.

При замере глубины полости окончание штанги установлено так, чтобы края упирались в край детали, а глубиномер – в дно полости. При этом штангенциркуль установлен максимально ровно, по нормали к дну полости.
Полное совпадение на восьмой риске нониуса, следовательно, глубина составляет 34,8 мм.


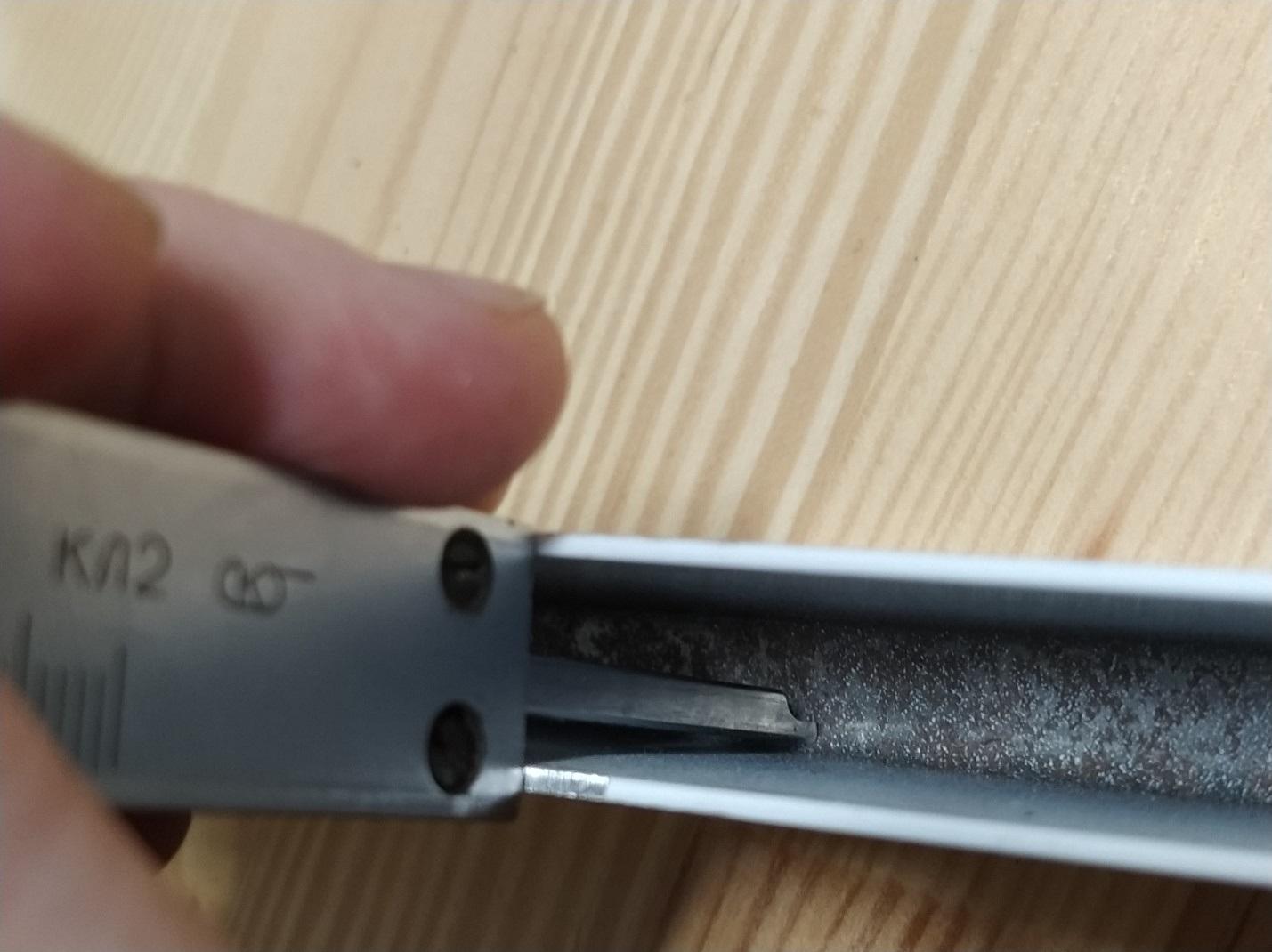
При измерении резьбы показания обоих приборов совпали – 5,8 мм
Обратите внимание: чтобы губки измерителя не попали между витками резьбы, необходимо располагать прибор немного под углом, около 35…50 градусов к оси резьбового изделия





